

CNC-työstöon tarkka valmistusprosessi, joka vaatiikorkealaatuiset kalusteetkoneistettavien osien tarkkaan asemointiin. Näiden kiinnittimien asennus on ratkaisevan tärkeää sen varmistamiseksi, että koneistusprosessi tuottaa osia, jotka täyttävät vaaditut vaatimukset.
Tärkeä osa valaisimien asennusta onkiristysKiinnitys on prosessi, jossa osa kiinnitetään kiinnikkeeseen sen pitämiseksi paikallaan koneistuksen aikana. Käytetyn kiinnitysvoiman on oltava riittäväestää osan liikkumisen koneistuksen aikana, mutta ei niin paljon, että se muuttaa osan muotoa tai vahingoittaa kiinnitintä.
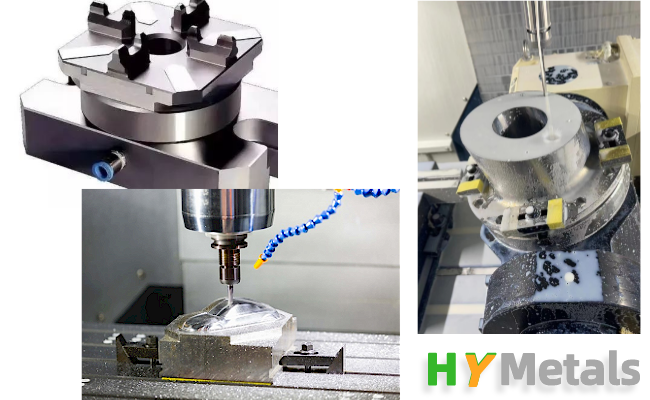
Kiinnittämisellä on kaksi päätarkoitusta: tarkka paikannus ja tuotteiden suojaaminen.
Käytetyn kiinnitysmenetelmän laatu voi vaikuttaa merkittävästi koneistetun osan tarkkuuteen.Puristusvoiman tulee jakautua tasaisesti osaan muodonmuutoksen estämiseksi, ja kiinnittimen tulee olla suunniteltu tarjoamaan osalle riittävä tuki.
CNC-koneistuksessa on useita kiinnitysmenetelmiä, mukaan lukienmanuaalinen kiristys, hydraulinen kiristys, japneumaattinen kiinnitysJokaisella menetelmällä on omat etunsa ja haittansa sovelluksesta ja koneistettavan osan tyypistä riippuen.
Manuaalinen kiinnityson yksinkertaisin ja yleisin CNC-koneistuksessa käytetty kiinnitysmenetelmä. Siinä pultti tai ruuvi kiristetään momenttiavaimella osan kiinnittämiseksi kiinnikkeeseen. Tämä menetelmä sopii useimpiin koneistusoperaatioihin, mutta se ei välttämättä sovi monimutkaisen muotoisille tai herkistä materiaaleista valmistetuille osille.
Hydraulinen kiristyson edistyneempi kiinnitysmenetelmä, jossa käytetään korkeapaineista nestettä kiinnitysvoiman tuottamiseen. Tämä menetelmä sopii operaatioihin, jotka vaativat suuria kiinnitysvoimia tai kiinnitysvoimien tarkkaa hallintaa.
Pneumaattinen kiinnityson samanlainen kuin hydraulinen puristus, mutta nesteen sijaan siinä käytetään puristusvoiman tuottamiseen paineilmaa. Tätä menetelmää käytetään useimmiten pienemmissä osissa tai silloin, kun tarvitaan nopeita vaihtoja.
Käytetystä kiinnitysmenetelmästä riippumatta,Osan oikea lastaus kiinnikkeeseen on myös tärkeäätarkkuuden varmistamiseksi. Osat tulee sijoittaa kiinnikkeeseen siten, että ne ovat täysin tuettuja ja kiinnitettyjä paikalleen.Kappaleen mahdollinen siirtyminen tai siirtäminen koneistuksen aikana voi johtaa epätarkkoihin leikkauksiin ja mittoihin.
Keskeinen tekijä parhaan kiinnitys- ja kuormitusmenetelmän määrittämisessä on koneistettavalta kappaleelta vaaditut toleranssit. Toleranssit ovat kappaleen koon, muodon tai muiden mittojen sallitut poikkeamat.Mitä tiukemmat toleranssit ovat, sitä huolellisemmin on kiinnitettävä huomiota kiinnityslaitteiden suunnitteluun, kiinnitykseen ja osien sijoitteluun.
Lyhyesti sanottuna kiinnityksen vaikutusta CNC-koneistettujen osien tarkkuuteen ei voida liikaa korostaa.Oikeanlainen kiinnitys ja kuormitus ovat välttämättömiä vaadittujen toleranssien saavuttamiseksi ja korkealaatuisten osien valmistamiseksi.Kiinnitysmenetelmän valinta riippuu sovelluksen erityispiirteistä ja koneistettavasta osasta. Siksi suunnittelijoiden ja valmistajien on ymmärrettävä huolellisesti kunkin työstöoperaation vaatimukset ja valittava sopivat kiinnitys- ja kuormitustekniikat sen varmistamiseksi, että lopputuote täyttää vaaditut laatu- ja tarkkuusstandardit.
Julkaisun aika: 29.3.2023